中国知网全文收录
- 投稿邮箱:kxjscx@kxjscxzzs.com
- 在线编辑QQ:959914545
中国知网全文收录

主管单位:黑龙江省科学技术协会
主办单位:黑龙江省科普事业中心
编辑出版:《科学技术创新》编辑部
国际标准刊号:ISSN 2096-4390
国内统一刊号:CN 23-1600/N
邮发代号:14-119
语 言:中文
周 期: 月刊
出 版 地:黑龙江省哈尔滨市
语 种: 中文
开 本: 16开
投稿邮箱 :kxjscx@kxjscxzzs.com
在线编辑QQ :959914545
发布时间:2020-06-29 阅读数:470
张玉莹
摘? 要:该文介绍了皮带机集控的研究目的及其控制系统的组成、工作原理、主要功能、控制要求、使用效果,其中详细介绍了控制系统设备层、控制层、管理层的组成,各种方式下的保护功能,重点阐述集控方式下多部皮带机的闭锁启停顺序,及各种保护动作情况下皮带机的联锁停机、每部皮带机的辅机与主机闭锁启停顺序、控制层与管理层(上位机)的以太网通讯、组成软件等,从皮带机集控应用效果、技术先进性说明了项目的推广应用价值。
关键词:皮带机? 集控技术? 工作原理及功能? 控制要求
中图分类号:TM621 ? ?文献标识码:A 文章编号:1672-3791(2019)09(b)-0040-03
Abstract: This paper presents the research purpose of belt conveyor control and its control system composition, working principle, main functions, control requirements and use effects. The details of the control system equipment layer, control layer and management layer are introduced in detail. This paper emphatically expound the sequence of interlocking start-stop of multi-belt conveyors under centralized control mode, interlocking stop of belt conveyors under various protective actions, the sequence of start-stop of auxiliary and main engine of each belt conveyor, Ethernet communication between control layer and management layer (upper monitor), and software composition. The application value of the Technology is illustrated from the application effect of centralized control of belt conveyor and the advanced technology.
Key Words: Belt conveyor; Centralized control technology; Working principle and function; Control requirements
电厂输煤皮带运输系统的设备分布广、保护多、监测监控元件多,信息的传输及控制要求高,传统的皮带机采用人工控制,每部皮带机均需要一个皮带机司机,占用人员多,多部皮带机连续运输时,当下部皮带机发生故障,需电话联系上部带司机停机,造成上部皮带不能及时停机,往往造成皮带机尾堆煤事故,不利用电厂的安全高效发展[1-2],为此,研究皮带机集中控制技术。
1? 控制系统的结构与组成
本控制系统采用“远程集中控制为主,现场就地操作为辅”的控制方式,系统的硬件结构分为管理层(上位机)、控制层(PLC控制室)和现场设备层三层网络控制体系。其中,各类传感器及保护装置、PLC控制站、上位机分别为设备层、控制层、管理层的功能核心[3]。
1.1 设备层
设备层包括各类保护开关、传感器及执行设备,主要针对皮带机的运行状态、故障现象进行参数采集及状态反应,将系统各部皮带的启停、拉绳动作、撕裂故障、跑偏故障、打滑故障、温度、语音报警、声光显现等进行保护或状态的显示,并实时传输至控制层、管理层[3]。传感器有减速机润滑油压压差变送器、主电机定子温度及轴承温度传感器、减速机轴承温度及油温传感器,保护开关包括二级跑偏开关、纵向撕裂保护开关、双向拉绳开关、欠速开关、主电机开关柜的电流保护等[4]。
1.2 控制层
控制层主要以PLC为核心,由控制主站、控制分站、防爆就地控制箱组成。控制层利用PLC的数据处理能力,将各传感器采集的现场数据进行逻辑运算及处理、信息转换、指令发送,通过程序指令进行条件判断,为管理层提供故障保护、人机界面现场数据显示、现场设备控制以及工艺流程显现,该部分为远程集中控制的关键[5]。
控制层包括PLC控制主站与分站、下位机、就地控制箱、光电转换开关、皮带机变频器、阻燃电缆、矿用光纤、光电转换器、扩音电话、各类传感器、保护开关和矿用摄像仪等设备组成,主要监控皮带煤流运输系统的所有设备[5]。正常生产时根据实际情况既可在集控室远程操作(有操作权限),也可在现场就地操作设备。
1.3 管理层
管理层包括上位机、光电转换开关、光纤、矿用网络交换机,并通过上位机实时监控整个运输系统、显示所有设备的运行状态、保护元器件运行参数,便于疾控人员下达控制指令,通过人机界面现场修改工艺流程、设定参数,进行多部皮带机的管理、数据存储及更新、数据库资源的共享,从而实现与整个电厂自动化系统的网络连接与通信[5]。
2? 控制系统的工作原理及功能
2.1 工作原理
控制系统通过检测技术、自动化技术、工业控制技术、网络通信技术、计算机等实现对皮带机运输系统各种设备的保護。利用传感器、保护开关现场采集皮带机撕裂、跑偏、拉绳、温度等等参数,并通过工业控制总线通信技术传输到PLC控制中心进行数据处理,通过工业以太网将处理好的数据利用组态软件处理后成图像及表格等形式上传至上位机,便于集控员掌握皮带机的运行情况,及时操作与控制。集控员下达的控制指令,又逆向传输,即通过上位机—PLC—现场设备的顺序,实现对设备的控制,完成皮带集控系统的实时监测、集中控制、联锁启停[3]。
2.2 系统的主要功能
2.2.1 保护功能
皮带机集控系统通过上位机、下位机的显示屏显示现场工作环境温度、皮带速度等参数,并对大功率皮带机进行变频调速运行。当传感器、保护装置的模拟量输出信号发生变化时,如皮带打滑、跑偏、电机或减速箱温度过高等开关量、模拟量出现异常时,集控系统发出报警信号,在下位机、上位机显示相应的故障类型和地址,皮带机故障达到一级状态,发出预警,警示集控员观察设备运行参数的变化,以防事故发生。
在皮带发生二级跑偏、撕裂等严重故障时,系统断电停车;在发生皮带欠速到85%故障时,可编程控制器启动液压涨紧装置对皮带进行涨紧处理。若故障继续恶化,PLC根据故障参数进行条件判定后停车,并将故障类型、发生地址等信息传输至上位机。另外,集控员或现场巡检员还可以通过手动控制,对系统的皮带机及辅机进行断电停机。
2.2.2 皮带机保护开关的分布及动作情况
(1)拉绳开关:安装在皮带道行人侧的皮带机架上,当沿线皮带机发生各类意外故障时,皮带机巡检人员可就地拉动拉绳急停开关,使皮带机停机。只有拉绳开关复位后,皮带机方可重新启动。
(2)二级跑偏开关:安装在带式输送机头、机尾等容易发生跑偏的部位,当输送带跑偏时,二级跑偏开关通过线缆向PLC发送跑偏信号,保护系统设置一级跑偏报警,二级跑偏皮带机断电停机功能,当跑偏达到一级跑偏或者二级跑偏设定值时PLC分别发送不同的信号指令。
(3)电动机表面温度传感器:安装在驱动主电动机机身及轴承端盖内,用于测量电动机定子绕组表面温度及轴承温度,间接反映定子绕组温度、轴承温度,当温度超过预定值时发出报警[6]。
(4)减速机轴承及油温传感器:轴承温度传感器安装在减速机轴承内端盖内,油温传感器安装在油池内,分别用于测量减速机轴承温度及减速机油温,当温度超过预定值时发出报警。
(5)欠速打滑开关:安装在皮带机头,当皮带机速度为正常值的85%时报警,欠速打滑计时30s发出调节液压涨紧装置信号,当欠速1min欠速打滑未消失时报警停机。
(6)纵向撕裂保护开关:安装在皮带机的中间位置,横跨与皮带,当检测到皮带纵向撕裂信号后发出报警信号并立即停机。
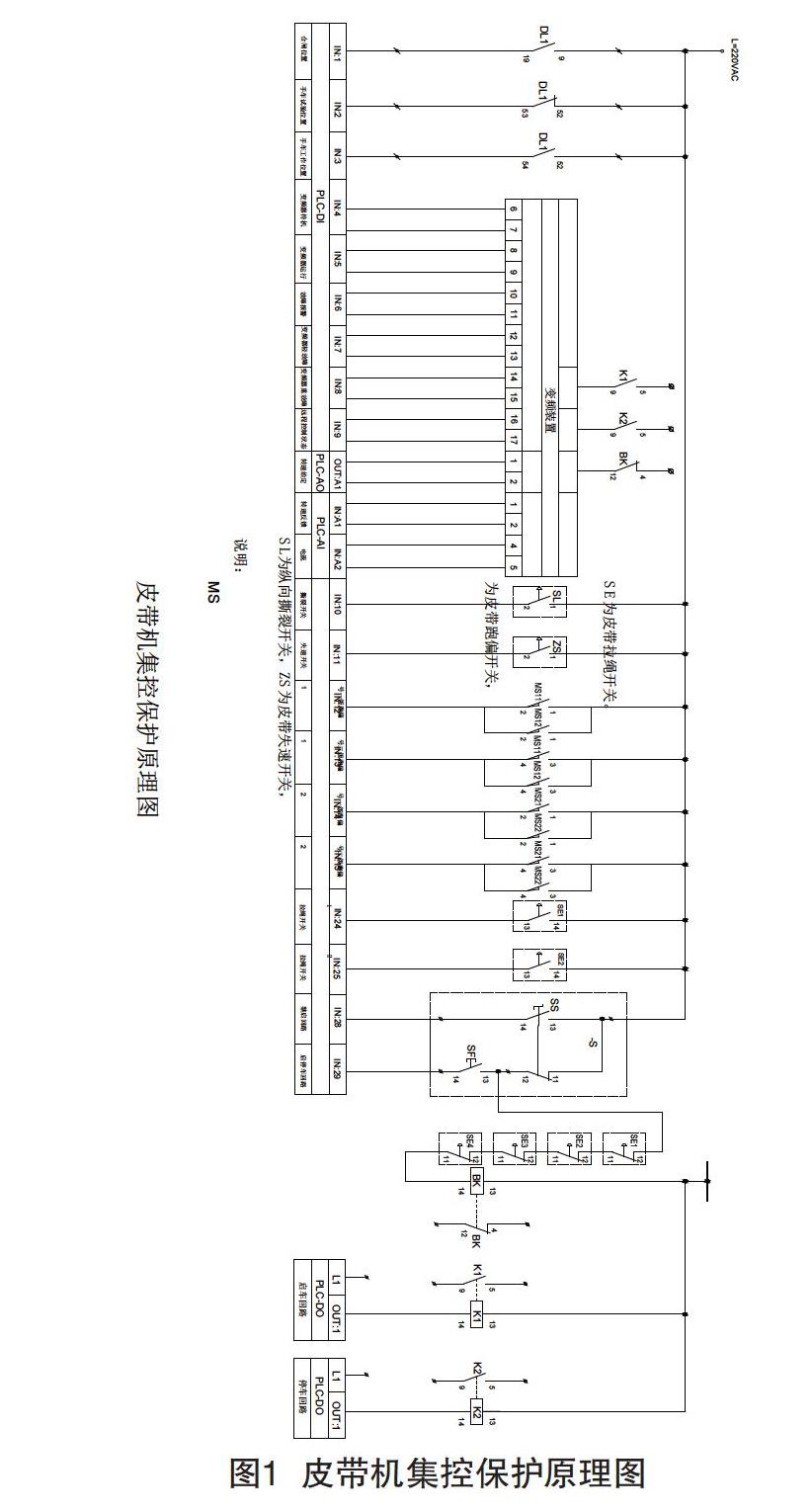
皮带机集控保护原理图如图1所示。
2.2.3 信息采集与处理功能
包括采集或执行各种开关量信号及模拟量信号,具体为:
(1)开关量输入模块:AB-1756系列PLC开关量输入模块及扩展模块,采集皮带机各种开关量状态参数。
(2)开关量输出模块:AB-1756系列PLC开关量输出模块及扩展模块,通过西门子CPU逻辑运算,向皮带机输出开关量控制信号。
(3)模拟量输入:AB-1756系列PLC模拟量输入模块及扩展模块,采集皮带机各种模拟量运行参数。
(4)模拟量输出:AB-1756系列PLC模拟量输出模块及扩展,根据皮带机各种设备的运行要求设定如温度等各种模拟量参数。
2.2.4 通讯网络构架
根据电厂煤流运输系统的实际情况,网络架构中以满足通讯信息为前提,同时兼有系统的先进性、安全性、可靠性,构建工业以太网的通信平台,利用PLC控制器,并辅以工业以太网图像监视[7],实现皮带机电控系统的远程集中监测监控。
为保证系统通讯信息的正常传输和数据的可靠性,采用工业以太环网交换机,可方便将各种底层设备、通信系统、现场数据总线等系统地接入主干网络。
3? 皮带机控制要求
3.1 控制模式
控制系统具有就地、集控、检修三中工作模式,通过集控室操作台上的转换开关实现各种控制方式。正常情况在集控模式下运行,集控系统根据前后设备闭锁关系自动启停,同时检测各种监测数据,当监测数据异常时及时报警或报警并停机。就地模式运行时,一般是在集控系统故障情况下,集控员将皮带机的联锁解除,皮带机司机手动操作按钮启动/停止皮带机,该种情况下,皮带机之间、皮带机与辅机之间均不能实现闭锁启停。检修模式运行时,皮带机司机手动操作按钮启动/停止皮带机,检查皮带机单机运行状况。皮带机运行过程中,不能改变其工作方式。
3.2 集控模式
集控状态下,报警停机等故障信号自动保持,即一旦发出故障信号,即使维修后故障信号消失,微机内仍保留信号故障记录[8],按动复位指令可以清除故障记录。正常情况下,皮带机按逆煤流启动、顺煤流延时停机,并具有闭锁功能。该方式下,皮带机监测系统将监测到的状态信号传递到集中控制层的PLC控制系统,由PLC发出皮带机主电机启动指令后,启动皮带机。运行中的皮带机在以下任何一种情况下:皮带机电流异常动作、拉绳开关动作或欠速85%及以下持续一分钟、防撕裂开关动作、跑偏开关二级保护动作时(一级报警,二级动作),监测信号传递到PLC控制柜,进行数据处理,并发出皮带机立即停机指令。
皮带机运输系统的闭锁控制启停顺序:多部皮带机之间的启停顺序:逆煤流启动、顺煤流停止;任何一部皮带机故障急停时,该部皮带机停机,上部皮带机及上上部皮带机立即停机。
4? 使用效果
电厂输煤皮带机集控技术的探索应用,避免了传统的每人操作一部皮带机时人员误操作造成的皮带机辅机未启动、启动皮带机主电机而损坏设备,皮带机的联锁启停避免了下部皮带机急停时上部皮带机继续运行造成的皮带机尾堆煤现象,减少了人工清理皮带道的人工。该技术实施后,能够根据上位机显示的皮带机故障现象准确判断故障点,有利于及时处理皮带机的各类事故,减少了皮带机巡检人员,该技术先进,提高了多部皮带机生产安全可靠性,具有一定的推广应用价值。
5? 结语
电厂输煤皮带机远程集控技术的探索实践实现了电厂三部皮带机的联锁启停,现场数据采集准确、PLC控制系统相应灵敏、保护完善,该系统架构采用控制网冗余通讯网络[9],火车装车煤流运输系统的集控系统可与公司生产控制系统通过工业以太网进行通讯,实现各类信息集成与电厂实现信息联通、共享,为电厂实现综合自动化、信息化创造条件。
参考文献
[1] 林洋.一种长距离带式输送机控制系统的设计与应用[J].煤矿机电,2012(2):52-54.
[2] 尹卫兵,都勤勤.煤矿井下胶带机输送自动控制系统设计与应用分析[J].山东煤炭科技,2015(10):112-113.
[3] 冯世刚.煤矿皮带运输集控系统的设计[D].重庆大学,2013.
[4] 李海路.600MW等级机组运煤系统设计[D].华北电力大学(保定),2014.
[5] 徐红星.试述皮带机综保集控系统的功能设计与运用[J].建筑工程技术与设计,2014(5):71.
[6] 张烜,段炎杰.基于工業以太网的带式输送机集控系统研究与设计[J].煤矿机电,2013(1):37-40.
[7] 陈倩芸,邓克勇,李志俊.基于PLC冗余技术的皮带机控制系统设计与实现[J].工程建设与设计,2018(10):120-124.
[8] 田实宇.胶带输送机PLC集中控制系统的应用研究[J].城市建设理论研究:电子版,2012(19):1.
[9] 马荣辉.自动化控制系统在跃进选煤厂的应用[J].数码设计,2018(2):91-93 .
编辑整理:科学技术创新杂志社编辑部 官方网站:www.hljkxzzs.com
上一篇:微结构磨削加工分析与数值模拟